
| Технические условия | ТУ 3431-007-15232514-2016 ТУ 3431-005-15232514-2015 |
| Сертификат соответствия | ТР ТС 012/2011 |
| Класс взрывоопасной зоны | Зона 1 и 2 |
| Защита от внешних воздействий | IP66 / IP67 |
| Температура эксплуатации | -60 °C ≤ Ta ≤ +130 °C |
| Климатическое исполнение | У1, У3, УХЛ1, ХЛ1 |
| Маркировки взрывозащиты Максимальное напряжение Максимальный ток |
Маркировка взрывозащиты, а также максимальные рабочее напряжение и ток конкретного устройства зависят от состава КУ и характеристик входящих в него компонентов. |
| Внутреннее покрытие | По запросу |

Часто при проектировании систем управления,
а также шкафов (щитов) распределения
электроэнергии возникают ситуации при которых:
- 1. Проектируемое изделие должно быть
установлено на открытой площадке
на конструкции не учтенной в проектной
документации. - 2. Изделие должно быть защищено от внешнего
воздействия (осадки, защита от нагрева
в летнее время). - 3. Оборудование, заложенное
при проектировании не может быть
размещено в одной оболочке по причинам:
- ограниченность объемов exd оболочек;
- ограничения по рассеиваемой мощности
оболочек; - размещение оборудования в разных
оболочках с целью уменьшения
возможных наводок на цепи управления от
силовых цепей.
В таких случаях проектируемое изделие
может быть разбито на несколько оболочек
и смонтировано на единой раме. Размещение
оборудования в сравнительно небольших
корпусах на единой раме также позволяет
сократить габариты, массы и стоимость готового
изделия.
Комбинированные устройства (КУ) серии МС 200 строятся на базе устройств УУМ ВО серий МТ, МВ и МС, взрывозащищенных аварийных звуковых и оптических сигнализаторов, а также их комбинациях с УУМ серий МТ/МВ, МР и МС. Изделия серии МС 200 представляют собой комбинацию взрывозащищенного электрооборудования, смонтированного на раме (монтажной панели), нескольких независимых панелях, стойках, или предназначенного для совместного монтажа на месте. Взрывозащищенное электрооборудование серии МС 200 может электрически соединяться между собой.
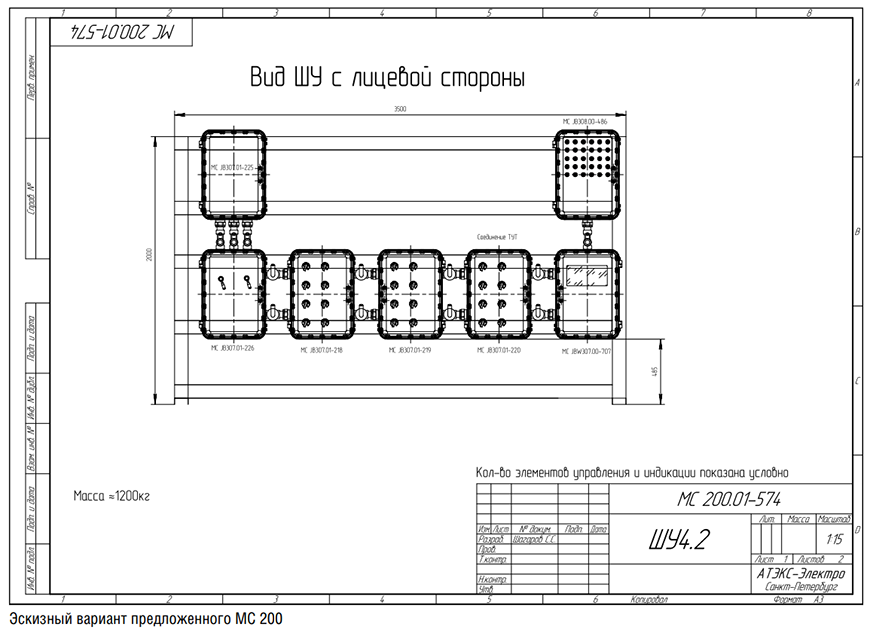
Как пример обработки заявки приведены этапы проектирования и изготовления комбинированного устройства, состоящего из 11 изделий УУМ ВО серии МС, смонтированных на единой раме с козырьком.
ПЕРВЫЙ ЭТАП
Получение исходных данных, анализ полноты и уточнение деталей по заявке. На данном этапе специалисты «АТЭКС-Электро» производят расчёт стоимости изделия, установление деталей по размещению оборудования и выставление сроков на проектирование и изготовление изделия. В качестве исходных данных на данном этапе могут быть представлены схемы однолинейные, принципиальные, опросные листы и иные материалы.
Результатом данного этапа является технико-коммерческое предложение на данное изделие, а также эскизный вариант изделия с указанием основных параметров: габариты, масса, количество оболочек, наличие козырька, способ монтажа и другая необходимая информация.

ВТОРОЙ ЭТАП
На втором этапе происходит проектирование принципиальной электрической схемы на изделие целиком и схем соединений на каждую оболочку, входящую в состав МС 200, а также таблиц подключения для соединения оболочек между собой. На данном этапе происходит проектирование основной логики работы изделия и согласование ее с заказчиком.
Результатом выполнения данного этапа являются согласованные схемы с заказчиком.
ТРЕТИЙ ЭТАП
На третьем этапе происходит подготовка конструкторской документации (КД), необходимой для изготовления изделия серии МС. В комплект КД входят сборочные чертежи, чертежи общего вида, монтажные чертежи, полученные на основе эскизов (первый этап) и схем (второй этап), а также прочая необходимая документация.
Результатом выполнения данного этапа является согласованная с заказчиком конструкторской документации.
ЧЕТВЕРТЫЙ ЭТАП
После выполнения этапов, связанных с проектированием и согласованием документации, наступает этап непосредственно производства, на котором происходит изготовление и сборка всех частей изделия.
ПЯТЫЙ ЭТАП
На пятом этапе происходят проверка собранного изделия согласно конструкторской документации, а также различные испытания, формат и объем которых согласуются с заказчиком отдельно.
Результатом данного этапа является приемка собранного изделия с занесением данных о приемке в паспорт изделия.
ШЕСТОЙ ЭТАП
Упаковка и транспортировка изделия. Данный этап является завершающим в процессе изготовления МС 200.
Собранное и принятое изделие упаковывается в тару для возможности дальнейшей транспортировки.
